Ngày đầu làm chân đế giàn khoan

Kỹ sư Vũ Tuấn, Trưởng phòng Kế hoạch Đầu tư của PVC-MS tâm sự: “Mới đó mà PVC-MS đã ghi dấu 33 năm hình thành và phát triển. Thế hệ chúng tôi, những người làm chân đế đầu tiên ngày ấy nay đã phân tán nhiều nơi. Các anh, các chú có người đã mãi đi xa, người thì nghỉ hưu và vẫn còn nhiều người đang gắn bó với công ty để tiếp tục sự nghiệp xây lắp cho ngành Dầu khí Việt Nam. Dù bộn bề công việc, nhưng mỗi khi gặp lại nhau, chúng tôi vẫn không thể quên kỷ niệm về những ngày đầu làm chân đế...” .
Và những hồi ức đó theo kỹ sư Tuấn tuôn trào không dứt: “Để phát triển lĩnh vực dịch vụ phụ trợ cho ngành Dầu khí, trong đó có lĩnh vực xây lắp công trình Dầu khí biển, tháng 10-1983, Xí nghiệp Kết cấu thép - tiền thân của PVC-MS được thành lập với nhiệm vụ tiếp thu công nghệ của Liên Xô để tự chế tạo, lắp ráp các chân đế giàn khoan.
 |
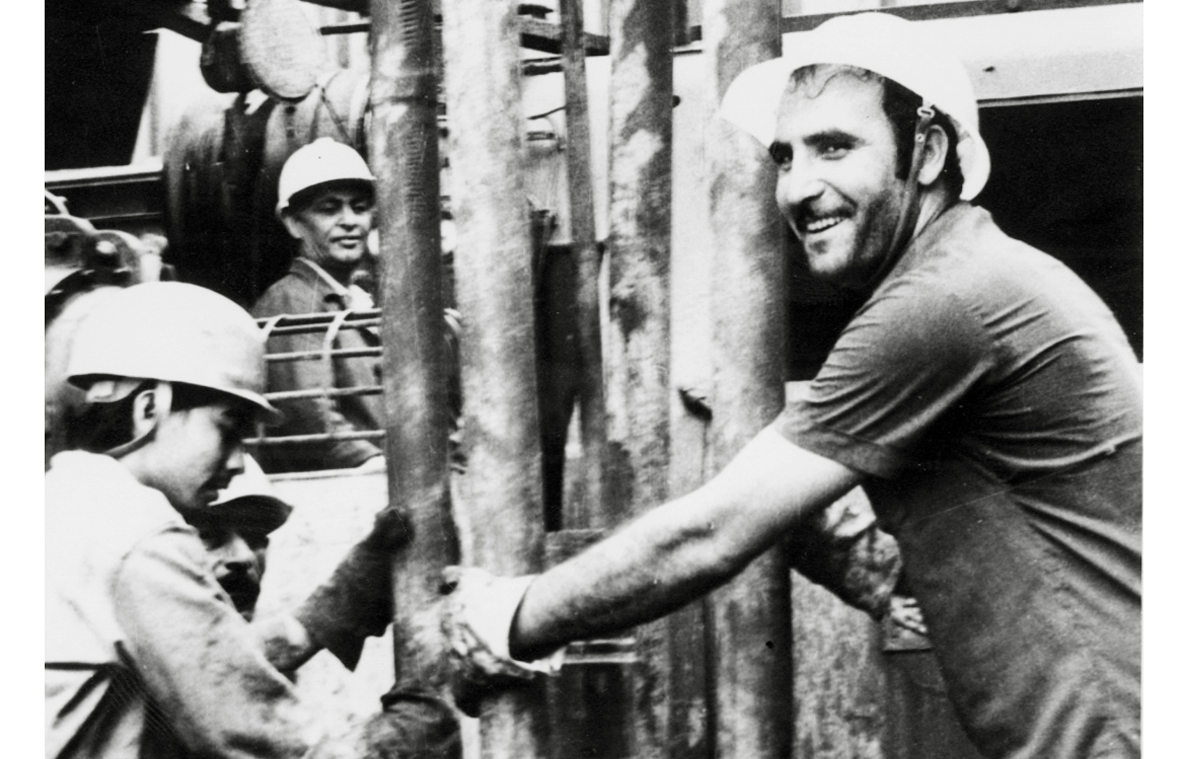
| Chân đế đầu tiên của VN do PVC-MS thi công, chế tạo |
Tháng 3-1984, khi Cục Xây lắp (nay là Xí nghiệp Xây lắp Công trình biển) thuộc Vietsovpetro triển khai chế tạo chân đế giàn khoan MSP1, giàn khoan đầu tiên của Việt Nam thì 15 cán bộ, công nhân (CBCN) lao động Xí nghiệp Kết cấu thép được cử tham gia dự án để học tập, tiếp thu công nghệ chế tạo giàn khoan.
Công việc lúc đó của chúng tôi chủ yếu là học việc vì tất cả việc chế tạo chân đế MSP1 đều do các chuyên gia và công nhân Liên Xô thực hiện. Các CBCN lao động chúng tôi chỉ thực hiện những công đoạn đơn giản do chuyên gia nước bạn chỉ đạo. Xí nghiệp Kết cấu thép lúc đó do TS Phạm Khải Hoàn làm Giám đốc. Cả xí nghiệp chỉ có 35 người được chuyển từ Xí nghiệp Liên hợp Xây lắp Dầu khí về, chủ yếu là cán bộ khung, chỉ có vài người là công nhân kỹ thuật và thợ hàn. Để có lực lượng, bác Hoàn đã cùng với các cán bộ trong xí nghiệp đi nhiều nơi trong cả nước, mời gọi và chiêu mộ công nhân kỹ thuật về làm việc.
Vào năm 1985 khi tôi được điều động về đây tham gia công tác chế tạo chân đế giàn khoan thì xí nghiệp đã có trên 100 người gồm những cán bộ, kỹ sư, công nhân từ Binh đoàn 318, Liên hợp Gang thép Thái Nguyên, Bộ Cơ khí Luyện kim và Tổng cục Dầu khí chuyển về.
Tôi nhớ mãi ngày đầu Xí nghiệp Kết cấu thép nhận nhiệm vụ thi công, chế tạo chân đế giàn khoan số 2, bác Hoàn, Giám đốc xí nghiệp đã dặn dò anh em rất ngắn gọn:
- Chúng ta sẽ đảm nhận toàn bộ việc thi công chế tạo chân đế số 2 dưới sự giúp đỡ của các chuyên gia Liên Xô. Mọi việc đều mới mẻ, tạo tiền đề cho sản xuất sau này chính là kết quả của anh em hôm nay. Chính vì vậy, anh em hãy cố gắng hết sức học hỏi để tiếp thu công nghệ của nước bạn, tự chủ trong công việc sản xuất cho xí nghiệp.
Lần đầu tiên ra công trường chế tạo, tôi choáng ngợp giữa giàn ống thép như tòa nhà cao tầng lừng lững của bãi lắp ráp tại Cảng Vietsovpetro. Giữa bãi cảng lồng lộng nắng gió, hàng chục tháp cẩu tấp nập vào ra làm việc. Tất cả đều khác hẳn với hình dung của tôi qua một vài hình ảnh hiếm hoi về giàn khoan được đăng trên báo. Quả thật, rất khó liên hệ từ những ống thép tua tủa với những khối nhà như một thành phố nổi trong bức ảnh Bác Hồ thăm giàn khoan dầu khí ở Azerbaijan năm 1959.
Bắt tay vào làm chân đế, Kỹ sư Nguyễn Hùng, Đội trưởng Đội Chân đế giao cho tôi một chồng tài liệu và bản vẽ bằng tiếng Nga để nghiên cứu, tìm hiểu về công nghệ chế tạo chân đế giàn khoan. Tôi bắt đầu làm quen với những thuật ngữ tiếng Nga “panel”, “nhexusi modul”, “diaphragma”, “uzel”… Mọi tài liệu, thư từ giao dịch, hồ sơ thi công đều bằng tiếng Nga. Lúc đó ngoài Đội trưởng Hùng, Đội phó Nguyên, nhóm kỹ sư của chúng tôi còn có anh Châu kỹ sư hàn, các anh Cường, Báu, Quang kỹ sư lắp ráp, anh Nhâm phụ trách vật tư và trắc đạc… Riêng tôi được giao nhiệm vụ tổ chức nhóm kỹ thuật viên kiểm tra mối hàn bằng phương pháp không phá hủy.
Thời gian đó nền kinh tế nước ta còn mang nặng tính bao cấp nên rất khó khăn, mọi nhu yếu phẩm của người dân đều trông chờ vào phân phối của cửa hàng mậu dịch. Xe ôtô chạy ngoài đường phải sử dụng động cơ đốt trong cải tạo từ chạy dầu sang chạy bằng củi nên khói đen bay mù mịt, khét lẹt. Trong điều kiện khó khăn đó, Nhà nước vẫn giành những thiết bị, máy móc tốt nhất cho ngành Dầu khí. Chúng tôi được sử dụng các loại cần cẩu Dek 600 tấn, máy hàn 6 kìm UBM, thiết bị kiểm tra mối hàn bằng siêu âm Duk, xe nâng, xe tải… khá hiện đại được nhập từ Liên Xô.
Lúc đó, công nghệ chế tạo chân đế giàn khoan còn rất thô sơ. Mọi kết cấu của chân đế và dầm chịu lực, sàn sân bay trực thăng được chế tạo sẵn từ các nhà máy ở Liên Xô gửi sang, anh em Xí nghiệp Kết cấu thép chỉ việc lắp ráp và hàn nối thành các panel, lắp ống không gian, sàn công tác, phễu dẫn hướng, sàn cặp tàu v.v… Các công đoạn phức tạp như dựng panel, kéo chân đế theo đường trượt để chuyển lên phông tông đều do chuyên gia Liên Xô trực tiếp chỉ huy. CBCN lao động xí nghiệp chỉ làm công tác phục vụ và tổ hợp hoàn thiện thành khối để chuyển ra biển.
Để đẩy nhanh tiến độ khai thác dầu khí, mang lại nguồn thu cho đất nước, chúng tôi làm việc hết sức khẩn trương, toàn công trường làm việc nhộn nhịp 2-3 ca. Xí nghiệp tổ chức nhà ăn tập thể phục vụ ăn ca đêm để anh em đủ sức khỏe làm việc. Các bác: Phạm Khải Hoàn, Giám đốc; Cao Đăng Rong, Phó giám đốc phụ trách thi công; Đào Huy Đương, Bí thư Đảng bộ; Nguyễn Đức Nguổn, Thư ký Công đoàn thường xuyên có mặt tại công trường để chỉ đạo và động viên anh em. Thời gian của chúng tôi ở công trường nhiều hơn ở nhà, công việc rất vất vả, song tất cả cán bộ, công nhân Đội Chân đế đều phấn khởi, hăng say làm việc vì ý thức được công việc mình đang làm mang ý nghĩa vô cùng to lớn đối với sự phát triển của ngành xây lắp dầu khí nước nhà.
 |
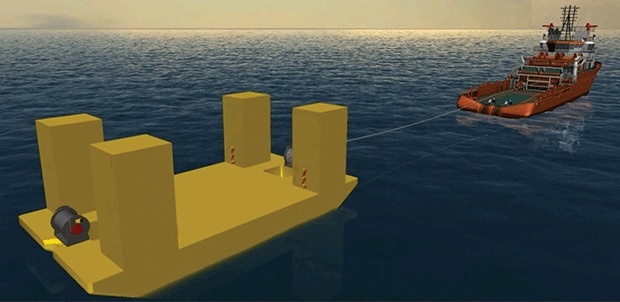
| Nút của chân đế do PVC-MS chế tạo thay thế nút nhập từ Liên Xô |
Sau 7 tháng làm việc vất vả tại công trường, cuối cùng chân đế giàn số 2 đã hoàn thành. Một đoàn chuyên gia Liên Xô và Việt Nam tỏa ra khắp bãi cảng, kiểm tra tình trạng sẵn sàng cho hạ thủy. Ông Aleev, Chánh kỹ sư Cục Xây lắp phát lệnh trong bộ đàm, những chiếc cờ hiệu vẫy lên, gần một chục chiếc cẩu bánh xích đồ sộ gầm lên rùng rùng chuyển động chiếm lĩnh vị trí. Giữa bãi cảng mênh mông, lộng gió, chúng tôi nín thở chờ đợi giây phút quan trọng nhất: Khối sắt thép khổng lồ trở mình rồi từ từ trôi về mớn nước để chuẩn bị xuống sà lan. Tôi nhớ mãi ánh mắt bừng sáng vì hạnh phúc trên gương mặt sạm đen sau những tháng ngày vất vả tại công trường của Giám đốc Phạm Khải Hoàn trong giờ phút lịch sử này. Còn Phó giám đốc Cao Đăng Rong, dù mắt trũng sâu vì nhiều đêm thức trắng, vẫn không quên vẫy kỹ sư Nhâm - tốt nghiệp đại học ở Liên Xô đến nói:
- Cậu đứng gần tớ, nghe xem ông Aleev nói gì qua bộ đàm thì dịch lại cho tớ để anh em mình học cách chỉ huy hạ thủy.
Trong điều kiện vô cùng khó khăn về nhân lực, vật lực, chúng tôi làm việc như thế, tìm mọi cơ hội học hỏi từ các chuyên gia Liên Xô để tích lũy kinh nghiệm cho mình, để tiến tới tự chủ những công việc còn đang phải phụ thuộc chuyên gia nước ngoài.
Sau thành công ban đầu, chúng tôi nhận nhiệm vụ mới: thi công chế tạo giàn khoan số 3 cho Vietsovpetro. Lúc này, Đội Chân đế ngày càng vững vàng trong công việc. Nhưng những khó khăn cứ liên tiếp xuất hiện. Vì mọi cấu kiện của chân đế đều phải chế tạo từ Liên Xô rồi đưa sang Việt Nam lắp ráp, nên chi phí tăng cao và hoàn toàn lệ thuộc vào tiến độ của bạn. Chỉ một chi tiết còn thiếu hoặc thất lạc là toàn bộ công trường phải chờ. Phó giám đốc Cao Đăng Rong hằng ngày đi vòng quanh bãi chế tạo đăm chiêu suy nghĩ và thở dài. Một hôm ông nói:
- Tại sao mình không thử chế tạo “nút” ở Việt Nam nhỉ?
“Nút” được chuyển nghĩa từ tiếng Nga “uzel”, là vị trí giao cắt không gian giữa “panel” và “diafragma”, các ống thép được hàn với nhau theo các phương vị 3 chiều đòi hỏi độ chính xác rất cao để khi lắp vào chân đế đảm bảo được dung sai cho phép. Theo công nghệ lúc đó, “nút” được nhà máy ở Liên Xô chế tạo sẵn, đóng thùng gửi sang Việt Nam để lắp ráp, mỗi “nút” nặng từ vài tấn đến hơn chục tấn.
Với sự gợi ý này, nhóm kỹ sư xí nghiệp lao vào nghiên cứu. Chúng tôi chọn một nút có độ khó trung bình để tiến hành làm thử. Khó khăn đầu tiên là lập sơ đồ cắt ống để khi lắp ghép với nhau đảm bảo đường cắt của ống phụ ôm sát vào thân ống chính mà khe hở hàn không quá 3mm. Ngày nay mỗi kỹ sư đều có thể làm được việc đó không có gì khó khăn với vài công thức trên máy tính, nhưng với thời gian sơ khai của ngành xây lắp dầu khí thì việc này quả là quá gian nan. Anh em chúng tôi chỉ sử dụng bảng logarit và thước tính để thực hiện. Chúng tôi làm “sablon” bằng cách dùng một tờ bìa, kẻ những đường song song, tính toán tọa độ điểm cắt, nối các điểm đó lại với nhau… rồi dùng kéo cắt. Một nhóm thợ lắp ráp ra ngoài bãi tìm các “nút” có nhánh tương tự, quấn tờ bìa vòng quanh ống để lấy dấu, đối chiếu với “sablon” của các kỹ sư. Làm đi làm lại nhưng khi thực hành trên thực địa thì khe hở lắp ráp vẫn lọt cả bàn tay, hoặc ống nhánh chĩa sai số cả chục độ.
Hàng chục lần chỉnh công thức tính, lấy dấu làm lại, cuối cùng, chúng tôi cũng thành công trên lý thuyết tính toán. Các thợ hàn giỏi nhất đã được huy động. Song việc tìm quy trình hàn thích hợp lại vô cùng gian nan vì chỉ cần biến dạng nhiệt chút ít là nhánh nút sẽ xoay sang hướng khác. Hơn 1 tháng kiên trì nghiên cứu, thử nghiệm và đưa ra rất nhiều giải pháp cuối cùng chiếc “nút” đã hoàn thành. Khi ban lãnh đạo xí nghiệp mời chuyên gia Liên Xô nghiệm thu, mọi người đã rất ngạc nhiên vì các thông số về kích thước, phương vị, chất lượng hàn được kiểm tra đều đạt tiêu chuẩn.
Thành công này mang lại ý nghĩa rất lớn, Tổng cục Dầu khí đã gửi thư chúc mừng và biểu dương vì rút ngắn thời gian thi công một chân đế thông thường từ 9 tháng xuống còn 6 tháng, rồi chưa đầy 3 tháng. Qua đó, Xí nghiệp Liên doanh Vietsovpetro đã đặt hàng cho Xí nghiệp Kết cấu thép chế tạo các “nút” mới, kèm theo thiết kế chi tiết có sơ đồ cắt, do Viện Thiết kế NIPI thực hiện. Từ đây, chúng tôi không phải mày mò tính toán đo vẽ như lần đầu nữa. Đây có thể coi là thành công tuyệt vời nhất của chúng tôi lúc đó, nó khẳng định lần đầu tiên doanh nghiệp Việt Nam đã phát huy nội lực tự chế tạo và lắp dựng giàn khoan đạt chuẩn quốc tế.
Những năm tiếp theo, các chân đế giàn khoan, giàn công nghệ lần lượt được chúng tôi thực hiện hoàn thành và đưa ra biển. Công nghệ chế tạo giàn khoan cũng đã thay đổi nhiều. Thiết bị sử dụng để thi công chân đế cũng được hiện đại hóa như giàn cẩu Demac 600-2.000 tấn, trạm hàn và máy hàn tự động Lincohn, máy kiểm tra mối hàn không phá hủy Krautkramer v.v… Toàn bộ các kết cấu của giàn khoan, dầm chịu lực, sàn cặp tàu, sân bay trực thăng được thực hiện trong nước. Liên kết không gian giữa các ống được thực hiện trực tiếp, “nút” không còn được sử dụng, trở thành một kỷ niệm khó quên của những người thợ ngày đầu làm chân đế.
Minh Phương (PVC-MS)
Năng lượng Mới 565


![[E-magazine] Những dấu mốc trong quá trình xây dựng và phát triển của Đảng bộ Tập đoàn Dầu khí Quốc gia Việt Nam](https://cdn-petrotimes.mastercms.vn/stores/news_dataimages/2023/112023/21/10/croped/1320231121100754.jpg?231216080342)